



消防ホースをアップサイクル「FFバットケース」
ステンレス(Stainless)とはStain(さび)+Less(少ない)=錆びない
という意味の造語ですが、錆びる鋼を錆びにくくするため、
ステンレス鋼ではCrを10%以上を添加されています。
それらステンレス鋼を金属組織から分類すると、マルテンサイト系、フェライト系、
オーステナイト系、析出硬化系、2相ステンレス鋼などがあり、
JISG4308に規定されている種類は36種類もあり、
バネ用についてはJISG4314(バネ用ステンレス鋼線)において、
その中のオーステナイト系4種類と析出硬化系1種類が規定されています。
化学成分によって変化し、特にNi含有量により大きな影響を受ける。
オーステナイト系のばね用ステンレス鋼線の中では、
SUS304の加工硬化率が高く、SUS316が最も低くなります。
ばね用ステンレス鋼線の伸線加工度による透磁率の変化に於いて、
オーステナイト組織は非磁性であるが、加工誘起マルテンサイトは強磁性体なので、
伸線加工を施したばね用ステンレス鋼線は少なからず磁性を帯びる。
尚SUS304Niは窒素を添加した鋼種で加工誘起マルテンサイトの生成が抑制されるので、SUS304より磁性が少ないです。
SUS631Jlはセミオーステナイト系析出硬化型ステンレス鋼線と呼ばれる鋼種で、
固溶化熱処理状態の金属組織は準安定オーステナイトであるので、
SUS304と同様、伸線加工により加工誘起マルテンサイトが生成されます。
SUS304がCrとNiの含有量が18Cr-8Niであるのに対し、
SUS631Jlは17Cr-7NiとNi含有量が少ないのでカロ工誘起マルテンサイトが生成しやすく、
仲線加工による加工硬化率が高く磁性も大きいです。
このマルテンサイト変態と析出硬化を組み合わせることにより高強度を得る、
ばね成形は強度の低い析出硬化熱処理前に行い、
ばね成形後、析出硬化熱処理を行う。
JISにおけるSUS631JIは日本独自の規格で、
AIS1631よりNi量を高めることにより伸線加工性の改善を図っている。
弊社ではSUS304、316、631JIらは勿論NAS106N(超非磁性ステンレス)の取り扱いが
あります。
|
種類の記号 区分記号 |
分 類 |
C |
S1 |
Mn |
P |
S |
Ni |
Cr |
Mo |
Al |
H |
|
SUS304 WPA WPB |
オ | ス テ ナ イ ト 系 |
0.08以下 |
1.00以下 |
2.00以下 |
0.045以下 |
0.030以下 |
8.00~ 10.50 |
18.00~20.00 |
0.10~0.25 |
||
|
SUS304Ni |
0.08以下 |
1.00以下 |
2.00以下 |
0.045以下 |
0.030以下 |
7.00~10.50 |
18.00~20.00 |
||||
|
SUS316 |
0.08以下 |
1.00以下 |
2.00以下 |
0.045以下 |
0.030以下 |
7.00~ 10.50 |
18.00~20.00 |
2.00~3.00 |
|||
|
SUS631JI |
析 出 硬 化 系 |
0.09以下 |
1.00以下 |
2.00以下 |
0.040以下 |
0.030以下 |
7.05~8.50 |
16.00~18.00 |
0.75^1.50 |

| 製造工程例 | 硬鋼線の規格・使用例 | |||||||||||||
|
硬鋼線は炭素含有量(C)に様々な
SW-Aには金網・フェンス・シート枠などにも
*パテンチングとは熱処理の事で、細い線径の |
他の硬銅線、ピアノ線、オイルテンパー線等の炭素鋼ばね用鋼線に
比べて熱伝導が悪く、摩擦による焼き付きが生じやすく、
ばね成形時の摩耗きずの発生、寸法精度低下などの不具合を招くので
潤滑皮膜処理(Niメッキ、 樹脂皮膜処理)が最終伸線工程で施工され
バネの成形性向上を図ったステンレス鋼線が使用されています。
現在ではNiメッキバネ用ステンレス鋼線が80%以上採用されています。
利点
a)表面光沢が銀白色でステンレス鋼に良く似ています。
b)摩擦係数が低く、優れたばね成形性を持っています。
c)低温焼なまし後の酸化・変色が少ないが食品用途などで
耐食性を要求される時にはめっき除去を行う必要があります。
d)一般的な大気中環境での耐食性はステンレス鋼線とほぼ同等です。
e)鉛のような有害性が少ないので、環境に優しいです。
耐食性について
ばね用ステンレス鋼線は耐食性を要求される用途に
用いられることが多いですが、全く腐食しないと言えないです、
ステンレス鋼の耐食性は不動態化皮膜と呼ばれ、
それは表面の非常に薄く緻密なクロム含有酸化膜によるものですが、
塩酸を初めとする塩素イオンを含む環境ではこの不動態皮膜が弱く破れやすく、
ステンレス鋼といえども錆びやすいので注意が必要です。
また、テンパー処理後のステンレス鋼線の酸化皮膜は、
一般鋼線よりも薄いですが 高温側では厚くなります。
ステンレス鋼の耐食性を劣化させる時もあり、
耐食性を重視する場合ではテンパー処理後酸化皮膜を除去し、
さらに不導態(化学研磨)処理を採用する場合もあります。

鋳びない特性をベースとして、更に22%のバナジウムと
4%のアルミニウムを添加して機械的性質を改善したβ型チタン合金線です。
Ti-224、その冷間加工性がα+β型の6Ael・4V・Ti合金よりすぐれ、
しかも冷間加工後の時効処理により、高強度が得られる特徴をもっており、
線ばねに代表される強度を要する用途に適した新素材です。
特徴 1.軽くて高強度を有する
チタン合金の密度は、鉄の約60%で、
チタン合金の引張強さは、100kgf/mm2以上を有しており、
比強度が高いので軽量化を図ることが出来ます。Ti224は、
冷間加エと時効処理で約160kgf・mm2まで強度を上げられます。
2.冷問加工性が良好
伸線、圧延、圧造、転造及びスェージングなどの冷間加工性が良く、線ばね、ボルト、ねじ
及びスポークなどの成形が容易にできます。
3.優れた耐食性
大気中で鋳びたり、変色することはなく、海水、酸化性酸、
アルカリ溶液 及び有機酸などに射し、すぐれた耐食性を示します。
用途
線ばね、ロープ、スポーク、ボルト、ナット、ファスナー、海底ケーブル、’医療機器など
詳し物性については
http://www.kagaspring.com/keyword/material/item_812.html
材質をピアノ線→SUS304の変更された
案件です。
現行
PAΦ3.2×外55×有13×座各1×高125 研有
バネ定数:0.56N/mm
線径をΦ3.2からΦ3.5に変更、
巻数も増やし、10%程度アップの
バネの強さにしました。
変更後
SUS304
Φ3.5×外55×有14×座各1×高125 研有
バネ定数:0.67N/mm

採用されました。
DAT51
Φ0.6×中4.8×有7×座各1×高18
バネ定数:0.645N/mm

に使われるセンタリングバー(芯出しバー)に
上下の接合面も引張合せる為に、引張バネが
使われています。
本製品は、接合面の戻りがスムーズで無かった
為、元のバネがよりも強いバネに変更するのに
採用されましたl。
SWPA
Φ0.6×中4× 巻66.5×自由長48
バネ定数:0.297N/mm2
初張力:2N
表面仕上げ:黒染め


食品用ラッピング機の
ベルト用テンション・ローラーバネ
食材の大きさは千差万別 あるので、
部材の変更回数が多いので、ベルトを
緩めるよりむしろ、バネの力でベルトの
テンションを抑えこんで部材の交換を
スムーズにする為に採用されました。
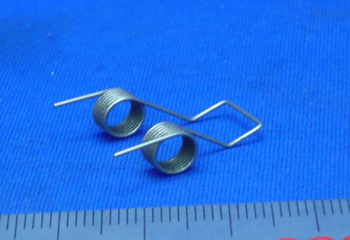
この手のバネは左右均等荷重を掛ける
必要があるので、左右巻が1セットに
なることが多いです。
バネの要素項目
PBΦ4.5×内径36×T3.61


耐食性ある材質SUS316WPAφ0.9×中21×総巻66右巻ネジリバネになります。
低いテンションで巻取り機工に使われています。
(この記事には画像があります。画像部分は外部ブログサイトで見れます。)
引張力の低い材料を使うとバネ性が低いので、
普通は使わないですし、降伏点も低いので
バネとしての復元性を必要としないバネ形状を
もつ製品を作りました。
材料が柔らかい為に、高さピッチ等が揃い難い
という難加工物です。
このような座の付き方で垂直性を出すのも
難しいです。
SUS304φ8.0×中30×H135x有5×座各1.5研
(この記事には画像があります。画像部分は外部ブログサイトで見れます。)
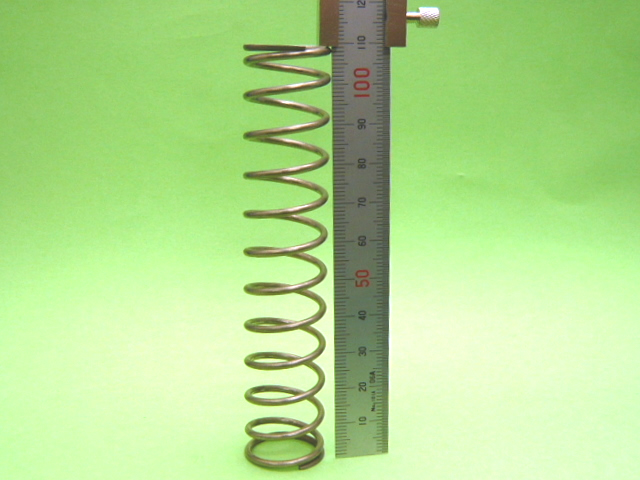
良く理解できてないのでもう一度挑戦しました。
単にRaw→jpg、リサイズ条件だけで、
前回と異なるのは背景を緑→白に変えただけです。
弊社HPを見て繊維機械のテンション制御部のバネの交換を
したいとお問い合わせを頂きました。
SWCφ10×外77×高100×有10研有 密着 左巻
代替品は無事に使えているようです。
(この記事には画像があります。画像部分は外部ブログサイトで見れます。)2005/02/01に開催され参加しました、
「実践!売るためのデジカメ撮影講座まとめ」
にて講師されていた先生と最近セミナーで
再会しました。
「FBで「カメラ頑張ってください」と激励を受けて以来
結構やる気が出てきました。
久しぶりに現像しました。
やっぱ良く解らないです・・・
(この記事には画像があります。画像部分は外部ブログサイトで見れます。)
ちょっと大変かも!(^^;;
折損したシャッターバネが持ち込まれました、
サイズを取るとインチのようです、
真ん中部分やその周辺で折損しています、
また溶接痕もあるし復元は不可能です。
材料のサイズは無いし、フックの金具は弊社では
製作できないし、近いサイズにて設計しましたが・・・
解決できるかな!?






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}